

SIGMATEC Entalkoholisierungssystem wird zum Brauen des mit Gold ausgezeichneten alkoholfreien Lagerbiers von Two Roots Brewing Brewing Co.™ eingesetzt
Two Roots Brewing Co. entalkoholisiert Bier mit dem Vakuumdestilationssystem von SIGMATEC, das den ursprünglichen Geschmack, die Farbe und das Aroma des Biers bewahrt.
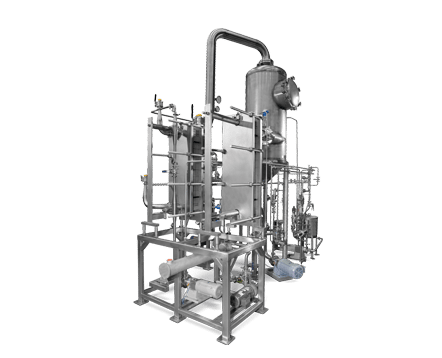
SIGMASTAR-Eindampfanlagen
Unsere Schmidt Bedampfungsanlagen mit SIGMASTAR® Kletterfilm-Plattenverdampfern werden in der Lebensmittelindustrie, in der organischen und chemischen Industrie sowie in der Abwasseraufbereitung eingesetzt.

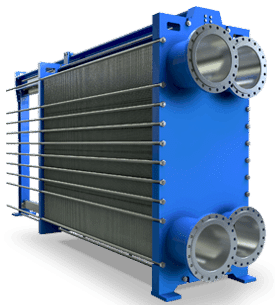
Verbessern Sie Den Platzbedarf & Die Wirtschaftlichkeit Von Gas/Gas-Wärmeübertragern Mit Einem PSHE.
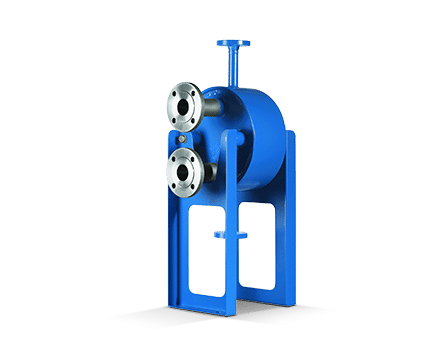
Dieser Artikel konzentriert sich auf eine spezifische Anwendung in Upstream-Anlagen, bei denen Gewichtsreduzierung und reibungsloser Betrieb im Turndown immer ein Anliegen ist. Der Konstruktionsvergleich, die Vorteile und die Grenzen zwischen S&T-Überträgern und PWTs werden anhand eines konkreten Beispiels vorgestellt und diskutiert.